|


|

|
|
|
Welding Leaf Spring Perches |
By Tom
Zuloaga Jr.
for
FORDification.com |
|
 |
|
By Tom
Zuloaga Jr. for FORDification.com |
|
For
those of you that have ever needed to weld a pair of leaf spring
perches on a rear end housing, this tip could save you some
aggravation. I use a perch jig to weld the perches on rear end
housings at my shop. It probably sounds expensive or complicated,
but it is not. All it is, is a piece of steel that you can bolt two
pieces of 2" x 4" rectangular tubing to that will locate the perch
centers. A piece of 5' long x 4" channel iron works well as it
allows you to access the bolt that will hold the rectangular tubing
in place. You will need to drill two holes in the channel at the
exact center to center distance of your leaf spring perches.
(Mustangs have a 42 3/4" center to center distance.) You will need
to cut two pieces of rectangular tubing 5" long. You also need to
accurately drill a two 3/8" holes right in the middle of the tubing
on each side (the narrow side). A 3/8" Allen head bolt is inserted
through one hole, and a nut will hold it in place. The Allen head
portion will simulate the center bolt of the leaf spring. (You may
need to grind the head down slightly to fit some perches). The other
side will bolt to the channel iron. |
|
 |
|
Here is the rectangular tubing bolted to the channel iron. The
channel has a slot as I use this jig for any kind of perch distance,
so all I have to do is slide the rectangular tubing pieces to
whatever center to center distance I desire, make sure they are
square to the channel, and lock them down. |
 |
|
|
|
You
place each perch on each side of the jig and level the jig each way.
|
 |
|
|
|
You
then place the housing on the jig on top of each spring perch. You
measure from the edge of the housing to the edge of each perch until
both measurements are exactly the same. With the jig level, rotate
the housing so that if it had a center section in it, the pinion
would be pointing up 5 degrees on your angle finder. I know some of
you are thinking that 5 degrees up is wrong, but trust me, ALL leaf
spring equipped Fords are 5 degrees up. As a matter of fact, so are
almost all leaf equipped vehicles, regardless of make. Once the
housing is bolted in the car, the pinion will usually point down. If
you are building a race car, now is the time to adjust the pinion
angle, I usually point it up to 2 degrees.
(WEBMASTER'S NOTE:
Ford cars are set at 5 degrees up....I'll have to check to see what
Ford trucks are set at. Please research this before welding on your
truck's rearend!) |

 |
|
|
|
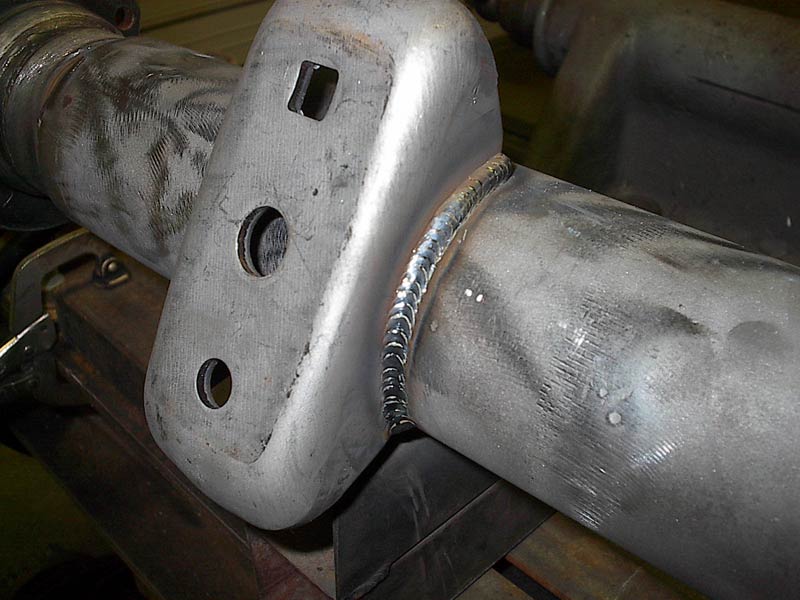
Once the angle is set, re-check the side to side measurements, and
tack weld the perches on. Weld half of each side of each perch, and
then go to the other perch so that you will not concentrate too much
heat in one area at one time and warp the housing. This is an easy
method that will really pay off especially if you are going to do
more than one housing. It sure beats bolting everything in the car,
tack welding the perches on, and then un-bolting it all so you can
weld everything. I do dozens of housings each year, and it is
foolproof. |
 |
|
|
 |

Want to link to
this site? Please save this banner to your hard drive to place on your
webpage.
The correct link to use is
http://www.fordification.com
|