dcbullet wrote:Thanks all for the advice, it's very helpful.
Racer Z, why do you say don't grind down the weld?
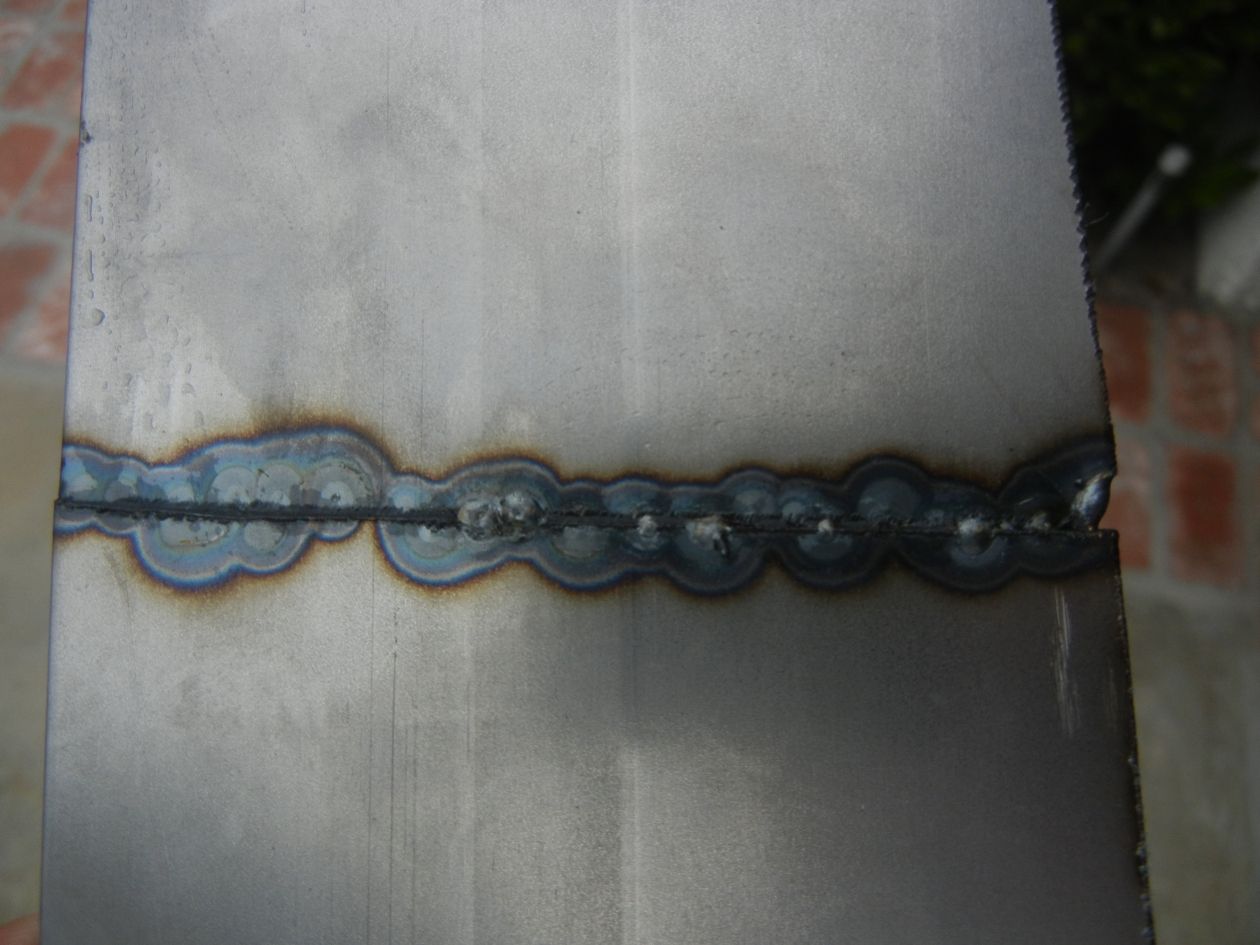
You want to see how the weld looks. You looking primarily for the half circle rings that are created when you have good puddle flow. Chip the slag off with a chipping hammer.
A well done weld joint is a work of art (in my opinion) and should be proudly displayed. (more arguments to follow) Grinding the weld weakens the weld joint, maybe not much, but weaker. For jobs that require some sort of inspection, grinding is prohibited.
Case in point, roll-bars for race cars. The tech inspector wants and needs to see the weld joints to look for penetration and good puddle flow. He also looks for excessive splatter. Grinding the weld here is written into the rule book as forbidden.
In the future, when you skills are much better, you may be doing a project where you don't want to see any welded joints. This usually gets a double weld; make one weld pass, grind it down and built it back up with weld, then grind it smooth so you can't see a weld joint.
But for now you need to see all of the weld. Look for uniformity, puddle and flow control, small ripples in the bead and penetration.